



常见生产活塞杆的工艺技术
常见生产活塞杆的工艺技术
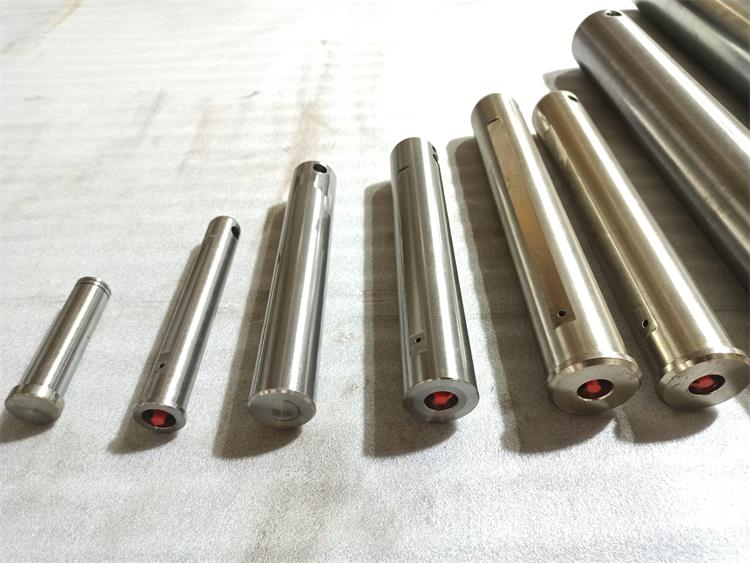
高精密活塞杆在正常应用中,经受交变荷载作用,φ50mm×770mm上有密封性设备往复式磨擦其表层,因而该点要求强度高又耐磨损。高精密活塞杆选用37CrMoALA材料,φ50mm×770mm部分通过热处理和表层高频淬火后,芯部强度为29~31HRC,表层高频淬火层深度0.2~0.3mm,表层强度为63~65HRC。这样使活塞杆既有韧性,又具有较好的耐磨性。
高精密活塞杆构造非常简单,但长径比非常大,归属于长细轴类零件,刚度较弱,为了更好地确保加工精度,在铣削时要粗车、精车分离,并且粗、精车一概使用跟刀架,以降低生产加工时产品工件的形变,在生产加工两边螺纹时要使用架子。
在选择定位标准时,为了更好地让零部件同心度尺寸公差及各部分的互相位置精密度,全部的加工工艺均选用两中心孔定位,满足标准统一原则。切削高精密活塞杆外圆表层时,产品工件易产生让刀、弹性变形,影响活塞杆的精密度。
因而,在生产加工时应修研孔,并让孔保持干净,孔与顶之间紧松程度要适合,并有优良的润滑。砂轮通常选择:耐磨材料白刚玉(WA),粒径60#,强度中软或中、陶瓷融合剂,此外砂轮总宽应取窄些,以减少轴向切削力,生产加工时留意切削用量的选择,切削深度要小。
在切削φ50mm×770mm外圆和1:20锥度时,两条工艺要分离进行。在切削1:20锥度时,要先切削试样,查验试样达标后才可以正式切削产品工件。1:20圆锥面的查验,是用标准的1:20环规涂色查验,其接触面积应不少于80%。
为了更好地确保高精密活塞杆加工精密度的可靠性,在生产加工的全过程中不允许人力调直。高频淬火处理时,螺纹部分等应采用保护器进行保护。高精密活塞杆在工作方式是反复运动的方式,为了更好地提升活塞杆的使用寿命,减少活塞杆的磨损率,因而毛坯选用37CrMoAlA的合金结构钢。以上是山东液压油缸的相关知识,欢迎大家多多关注我们的网站!
推荐资讯
- 【2021-02-28】关于公司网页有“极限词”的失效声明
- 【2024-07-02】烟台液压油缸的工作原理是什么?
- 【2024-06-28】使用烟台液压油缸时主要注意什么?
- 【2024-06-21】什么是烟台活塞杆?它的作用是什么?