



如何预防烟台细长轴出现弯曲变形
浏览: 0 次 发布时间:2025/09/10
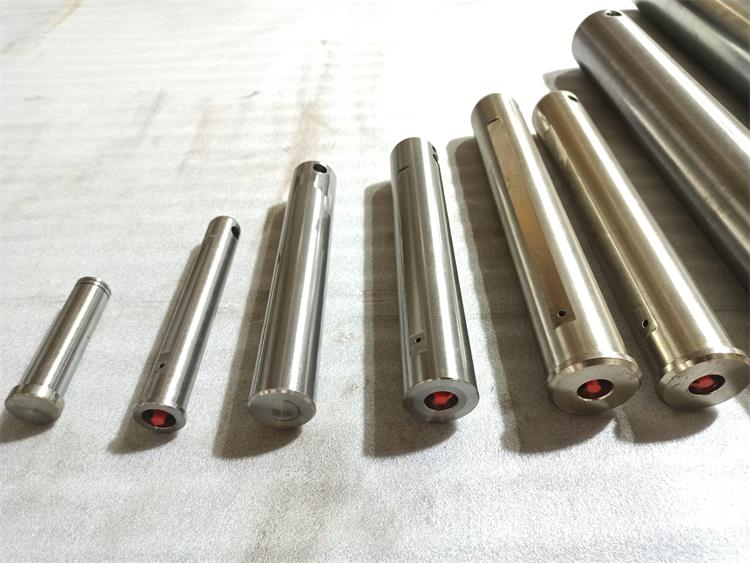
烟台细长轴因其长径比大、刚性差,在加工或使用过程中易因受力不均、热变形等因素产生弯曲变形。为有效预防这一问题,需从工艺设计、加工操作、辅助支撑及热处理等环节综合采取措施,具体如下:
1. 优化工艺设计,减少变形诱因
采用反向进给法:在车削时,使刀具主偏角大于90°,形成反向切削力,部分抵消烟台细长轴向拉应力,减少弯曲倾向。
控制切削参数:选用低转速、小进给量(如f=0.05-0.1mm/r)和浅切深(ap=0.5-1mm),降低切削力对烟台细长轴的冲击。
分阶段加工:粗加工后进行时效处理(如自然时效或振动时效),消除内应力;半精加工后留余量,避免直接精加工导致变形累积。
2. 强化加工过程中的支撑与固定
使用中 心架或跟刀架:在烟台细长轴的中部或关键部位增加辅助支撑,分散切削力,减少振动。例如,三爪中 心架可固定轴的中段,跟刀架则随刀具移动提供动态支撑。
优化装夹方式:采用“一夹一顶”装夹时,顶 尖压力需适中(避免过紧导致轴弯曲),或改用弹性顶 尖以适应热膨胀。对于长轴,可结合拉紧装置(如液压拉紧)增加烟台细长轴向刚性。
3. 控制热变形与应力
充分冷却:使用高压冷却液冲洗切削区域,降低切削温度,减少热应力。对于磨削加工,需控制砂轮速度和进给量,避免局部过热。
热处理去应力:加工前对毛坯进行退火处理,消除锻造或铸造产生的残余应力;精加工前进行低温回火(如150-200℃),进一步稳定组织。
4. 严格检测与校正
加工中实时监测:使用百分表或激光测量仪检测烟台细长轴的径向跳动,及时调整切削参数或支撑位置。
成品后校直:若烟台细长轴已弯曲,可采用压力校直法(对凸面施加压力)或热校直法(局部加热后冷却收缩),但需控制校直量(通常≤0.1mm/次),避免反复校直导致脆性增加。
相关标签:
上一篇:烟台活塞杆的硬度差别介绍
上一篇:没有了
推荐资讯
- 【2021-02-28】关于公司网页有“极限词”的失效声明
- 【2025-09-10】如何预防烟台细长轴出现弯曲变形
- 【2025-09-04】烟台活塞杆热处理注意事项
- 【2025-08-29】烟台细长轴夏季存放注意事项